Graphite electrodes with a current density lower than 17A/cm2 are allowed to be used, which are mainly used in ordinary power electric furnaces such as steelmaking, siliconmaking, and yellow phosphorus smelting.



One: Classification of graphite electrodes
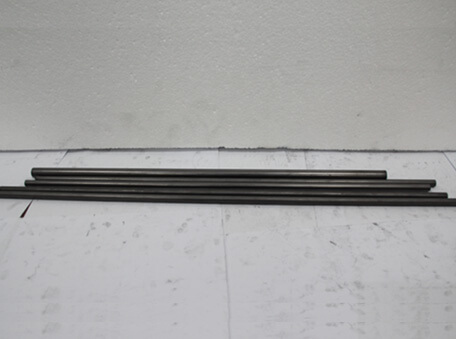
1: Ordinary power graphite electrode:
Graphite electrodes with a current density lower than 17A/cm2 are allowed to be used, which are mainly used in ordinary power electric furnaces such as steelmaking, siliconmaking, and yellow phosphorus smelting.
2: Anti-oxidation coated graphite electrode:
Graphite electrodes coated with an anti-oxidation protective layer (graphite electrode antioxidant). It forms a protective layer that is both conductive and resistant to high temperature oxidation, reduces the electrode consumption during steelmaking (19%~50%), prolongs the service life of the electrode (22%~60%), and reduces the power consumption of the electrode. The promotion and use of this technology can bring about the following economic and social effects:
①The unit consumption of graphite electrode is less, and the production cost is reduced to a certain extent. For example, a steelmaking plant, based on the consumption of about 35 graphite electrodes per week for the first-level LF refining furnace without production shutdown throughout the year, and the consumption of 165 furnaces in the refining process, after adopting the anti-oxidation technology of graphite electrodes, 373 graphite electrodes (153 tons) can be saved every year. ) electrodes, calculated at RMB 16,900 per ton of ultra-high-power electrodes per year, which can save RMB 2,585,700.
② Graphite electrodes consume less electricity, save electricity consumption per unit of steelmaking, save production costs, and save energy!
③Because the graphite electrodes are replaced less frequently, the labor and risk factor of the operators are reduced, and the production efficiency is improved.
④Graphite electrodes are low-consumption and low-pollution products. Today, when energy conservation, emission reduction and environmental protection are advocated, they have very important social significance.
This technology is still in the research and development stage in China, and some domestic manufacturers have also started production. It is widely used in developed countries such as Japan. At present, there are also companies specializing in importing this antioxidant protective coating in China.
3: High power graphite electrode
It is allowed to use graphite electrodes with a current density of 18-25A/cm2, mainly used in high-power electric arc furnaces for steelmaking.
4: Ultra-high power graphite electrode
Graphite electrodes with current densities greater than 25 A/cm are allowed. Mainly used for ultra-high power steelmaking electric arc furnace.
Two: the advantages of graphite electrodes
1: The increasing complexity of mold geometry and the diversification of product applications lead to higher and higher requirements for the discharge accuracy of spark machines. The advantages of graphite electrodes are that they are easier to process, have a high EDM removal rate, and have low graphite loss. Therefore, some Qunji spark machine customers have abandoned copper electrodes and switched to graphite electrodes. In addition, some electrodes with special shapes cannot be made of copper, but graphite is easier to form, and copper electrodes are heavier and not suitable for processing large electrodes. These factors cause some customers of Qunji spark machines to use graphite electrodes.
2: Graphite electrodes are easier to process, and the processing speed is significantly faster than copper electrodes. For example, the use of milling technology to process graphite is 2 to 3 times faster than other metal processing and does not require additional manual processing, while copper electrodes require manual grinding. Similarly, if a high-speed graphite machining center is used to make electrodes, it will be faster and more efficient, and there will be no dust problems. In these machining processes, selecting tools and graphite with appropriate hardness can reduce tool wear and copper breakage. If the milling time of graphite electrode and copper electrode is compared in detail, graphite is 67% faster than copper electrode. In general EDM, the machining of graphite electrode is 58% faster than that of copper electrode. As a result, processing time is greatly reduced, and manufacturing costs are also reduced.
3: The design of graphite electrodes is different from that of traditional copper electrodes. Many mold shops usually have different allowances for roughing and finishing of copper electrodes, while graphite electrodes use almost the same allowance, which reduces the number of CAD/CAM and machining times. For this reason alone, it is necessary to It is enough to greatly improve the accuracy of the mold cavity.
Of course, after the mold factory switches from copper electrodes to graphite electrodes, it should be clear how to use graphite materials and other related factors. Today, some customers of Qunji spark machine use graphite for electrode discharge machining, which eliminates the process of mold cavity polishing and chemical polishing, but still can achieve the desired surface finish. It is impossible to make such a workpiece with copper electrodes without adding time and polishing steps. In addition, graphite is divided into different grades. Only appropriate grades of graphite and EDM parameters can be used for specific applications to achieve ideal processing results. If the operator uses the same parameters as copper electrodes on a spark machine using graphite electrodes, Then the result is sure to be disappointing. If the material of the electrode is to be strictly controlled, the graphite electrode can be set in a non-loss state (loss less than 1%) during rough machining, but the copper electrode is not used. Graphite has the following superior properties that copper cannot match:
1: Processing speed: high-speed milling is 3 times faster than copper for roughing; high-speed milling is 5 times faster than copper for finishing
2: Good machinability, can realize complex geometric modeling
3: Light weight, the density is less than 1/4 of copper, the electrode is easy to clamp
4: The number of individual electrodes can be reduced because it can be bundled into a combination electrode
5: Good thermal stability, no deformation and no processing burrs
Three: Precautions
1. Wet graphite electrodes should be dried before use.
2. Remove the foam plastic protective cap on the spare graphite electrode hole, and check whether the inner thread of the electrode hole is complete.
3. Clean the surface of the spare graphite electrode and the inner thread of the hole with compressed air free of oil and water; avoid cleaning with steel wire balls or metal brush abrasive cloth.
4. Carefully screw the connector into the electrode hole at one end of the spare graphite electrode (it is not recommended to directly install the connector into the electrode removed from the furnace), and do not collide with the thread.
5. Screw the electrode spreader (graphite material is recommended) into the electrode hole at the other end of the spare electrode.
6. When lifting the electrode, place a soft object under one end of the spare electrode mounting joint to prevent the ground from hitting the joint; use the hook to extend into the lifting ring of the spreader and then lift it up. Lift the electrode smoothly to prevent the electrode from loosening from the B end. come off or collide with other fixtures.
7. Lift the spare electrode above the electrode to be connected, align it with the electrode hole and drop it slowly; rotate the spare electrode to make the screw hook rotate and descend together with the electrode; when the distance between the end faces of the two electrodes is 10-20mm, use compressed air again Clean the two end faces of the electrode and the exposed parts of the connector; when the electrode is completely lowered at the end, do not be too violent, otherwise the electrode hole and the thread of the connector will be damaged due to violent collision.
8. Use a torque wrench to screw the spare electrode until the end faces of the two electrodes are in close contact (the correct connection gap between the electrode and the connector is less than 0.05mm).
Graphite is very common in nature, and graphene is the strongest substance known to man, but it may still take scientists years or even decades to find a way to convert graphite into large sheets of high-quality graphene "thin films" methods, so that they can be used to manufacture various useful substances for human beings. According to scientists, in addition to being extremely strong, graphene also has a series of unique properties. Graphene is also the most conductive material known so far, which makes it also have great application potential in the field of microelectronics. Researchers even see graphene as a replacement for silicon that could be used to produce future supercomputers.
| normal power | high power | Ultra high power | |||||
| ≤φ300 | ≥φ350 | ≤φ400 | ≥φ450 | ≤φ400 | ≥φ450 | ||
| Resistivity | electrode | 8.5 | 6.5 | 5.5 | |||
| μΩ·m no greater than | joint | 6.5 | 5.5 | 4.5 | |||
| Bulk density g/cm3 | electrode | 1.53 | 1.52 | 1.62 | 1.62 | 1.67 | 1.66 |
| not less than | joint | 1.69 | 1.73 | 1.75 | |||
| Flexural strength Mpa | electrode | 8.5 | 7 | 10.5 | 9.8 | 11 | |
| not less than | joint | 15 | 16 | 20 | |||
| elastic modulus Gpa | electrode | 9.3 | 12 | 14 | |||
| no greater than | joint | 14 | 16 | 18 | |||
| Thermal expansion coefficient | electrode | 2.9 | 2.4 | 1.5 | |||
| 10-61/℃ no greater than | joint | 2.8 | 2.2 | 1.4 | |||
Fill the form and send us your message.Get in touch with BS and find a specialized consultant for you !